
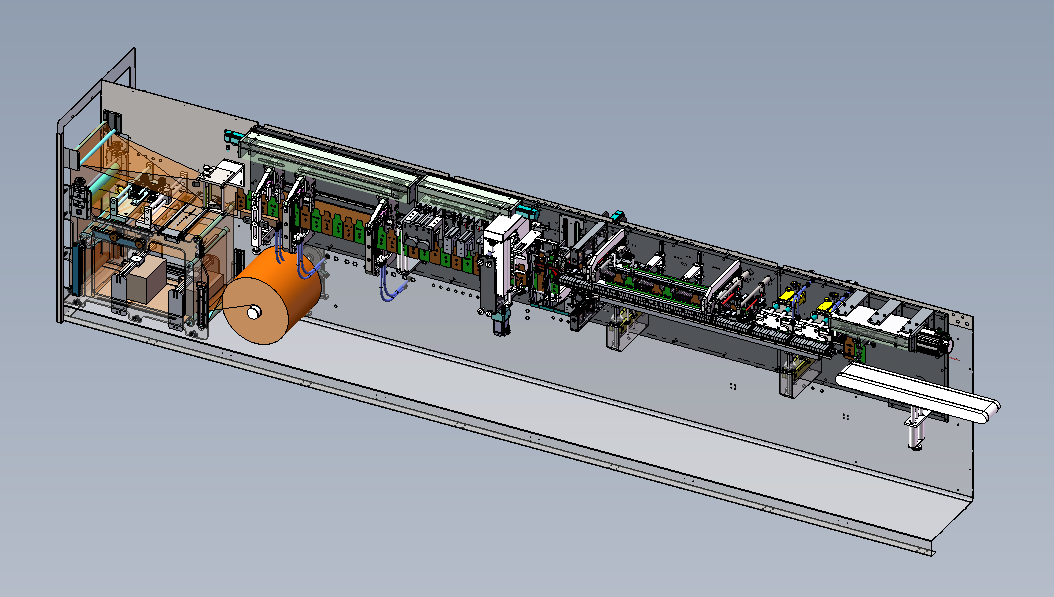
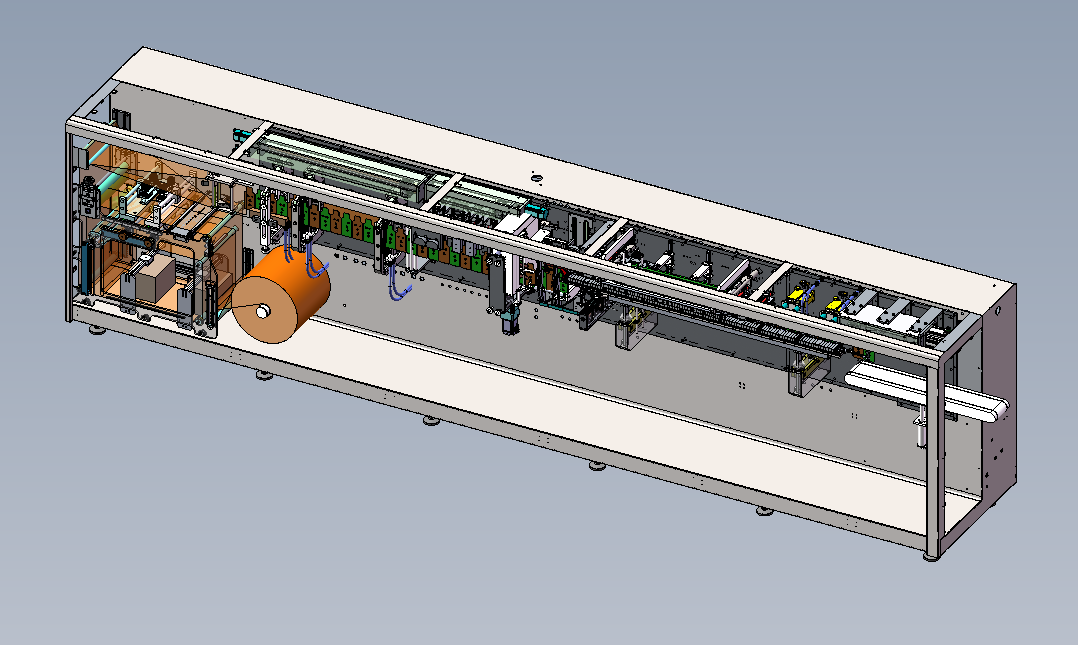
BHD-240DS სარგებლის ანალიზი
1. როდესაც ორიგინალური ჰორიზონტალური მანქანის ტომრის სიგანე შეიცვალა, საჭირო გახდა მრავალი ადგილის ხელით რეგულირება, რაც ძალიან მოუხერხებელი, არაეფექტური და არაზუსტი იყო. ბაზარს სჭირდება მანქანა, რომელსაც შეუძლია ავტომატურად რეგულირება. რამდენიმე პარამეტრის შეყვანის შემთხვევაში, მანქანა ავტომატურად რეგულირებას მოახდენს. ეს მანქანა ბაზრის მოთხოვნის საფუძველზე შევქმენით.
ჰორიზონტალური მანქანის ტომრის სიგანის შესაცვლელად საჭირო რეგულირების სამუშაოს 90% მარცხენა და მარჯვენა ტომრის სიგანის მიმართულებით არის კონცენტრირებული, ამიტომ ჩვენ ამ წინააღმდეგობის გადაჭრაზე ვართ ორიენტირებულნი. მას შემდეგ, რაც მომხმარებელი ტომრის სიგანეს შეიყვანს, აღჭურვილობა ავტომატურად დაარეგულირებს სიგანეს.
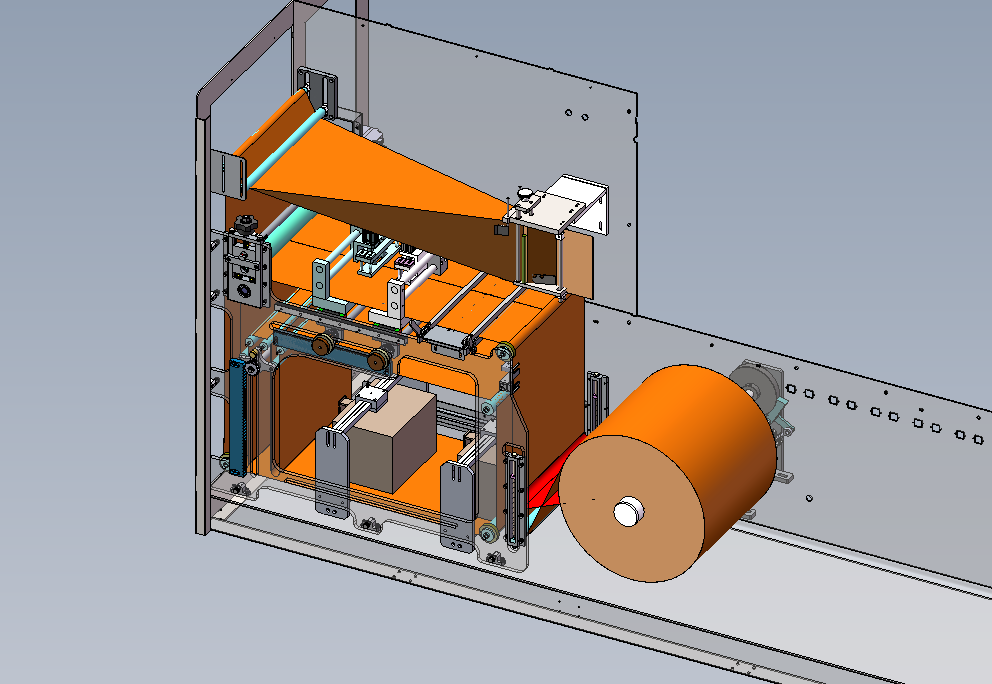
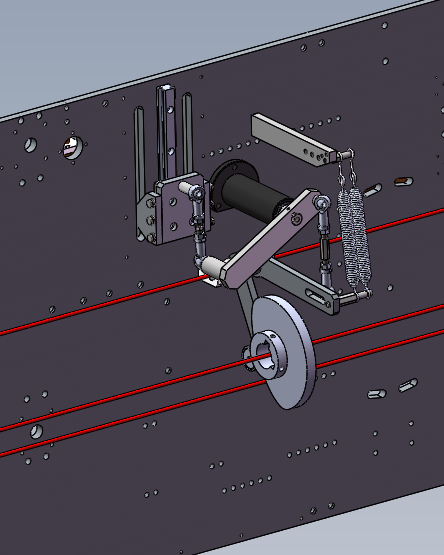
2. სერვო ფირის გამოშვება
ჰორიზონტალური მანქანებისთვის ფირის განთავსების ორი ტიპის მექანიზმი არსებობს. ერთი არის ბრტყელი ტომრების დასამზადებელი სტრუქტურა, რომელიც ჩარჩოს შიგნითაა განთავსებული, ხოლო მეორე არის დიდი ტომრების დასამზადებელი სტრუქტურა, რომელიც ჩარჩოსგან გამოყოფილია. პატარა თვითდამჭერი ტომრები ახლა ძალიან პოპულარულია. თვითდამჭერი ტომრის ფუნქცია ჩარჩოს შიგნით უნდა განვახორციელოთ. ასეთ პატარა სივრცეში ასევე უნდა განვახორციელოთ ისეთი ფუნქციები, როგორიცაა ბეჭდვა, ფირის შეერთება, ქვედა ნაწილის გახვრეტა და ფირის შენახვა. ქვედა ნაწილის გახვრეტას შედარებით მაღალი სიზუსტე სჭირდება, ამიტომ ფირის გასაწევად სერვოძრავებს ვიყენებთ, რათა ზუსტი იყოს გაჩერება და გაბურღვის სიზუსტე გავაუმჯობესოთ.
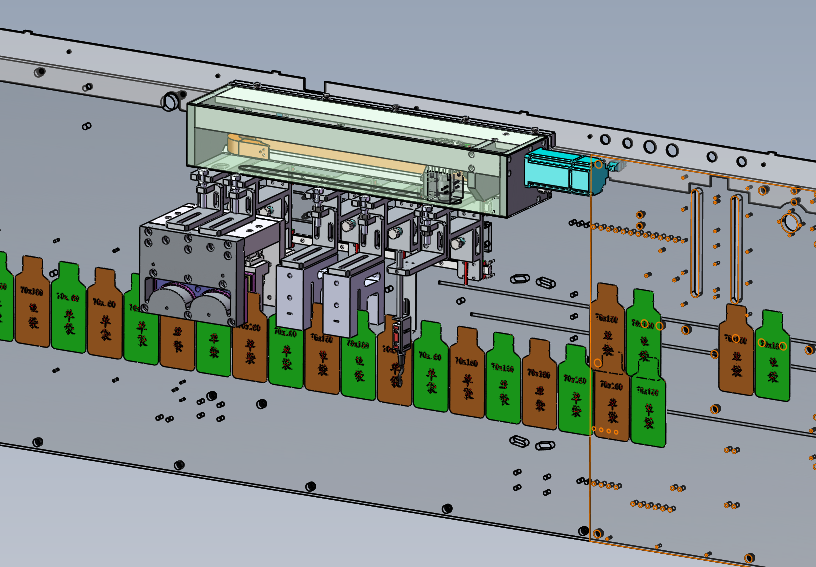
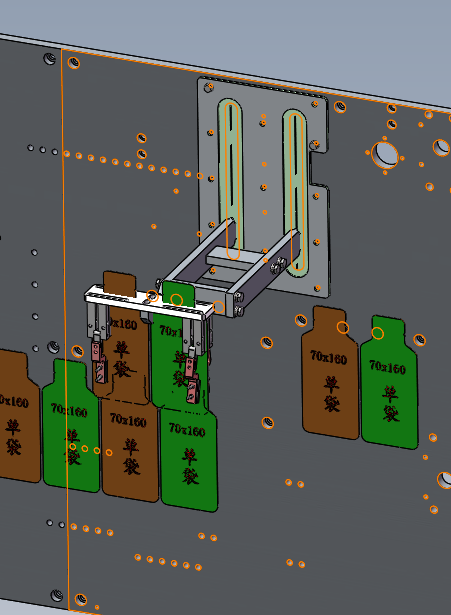
3. დალუქვის ბლოკის სერვო რეგულირების პოზიცია
მთელი ორგამშვებიანი ტომრების მანქანის დიზაინის საფუძველია საჭრელი სადგური, რადგან ამ პოზიციაზე წინა ტომარა შეერთებულია, ხოლო უკანა ტომარა - დაჭრილი. საჭრელ სადგურზე ორი ტომრის ცენტრალური პოზიცია არასდროს შეიცვლება, ტომრის ზომის მიუხედავად. შემდეგ ჩვენ შეგვიძლია გამოვიყენოთ ეს პოზიცია, როგორც საცნობარო, თითოეული ტომრის სიგანის დალუქვის ბლოკის პოზიციის წინასწარ გამოსათვლელად და მისი PLC-ში შესანახად. ტომრის ტიპის გადართვისას, მონაცემების გამოსაძახებლად მხოლოდ ტომრის ტიპის შეყვანაა საჭირო და დალუქვის ბლოკი ავტომატურად გადავა დაპროექტებულ პოზიციაზე.
4. ფერადი ნიშნების ავტომატური ძიება (შეცვალეთ ჩანთის სიგანე მოგვიანებით, რათა ავტომატურად მოძებნოთ ფერადი ნიშნები)
5. ჩანთების ასაწევი მექანიზმი (უფრო სტაბილური სპეციალური ფორმის ჩანთების დასამზადებლად)
6. სერვო ჩანთის გადამცემი მოწყობილობა (უფრო სტაბილური ოპერაცია)
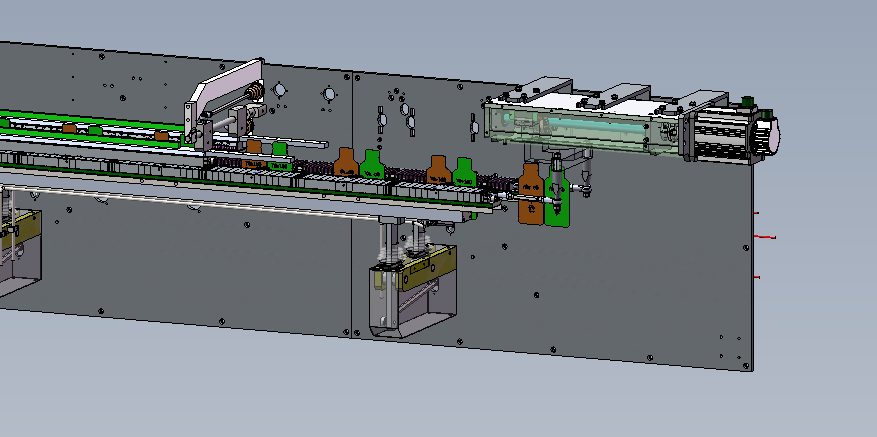
7. წინა კლანჭის რეგულირების მექანიზმი (ჩანთის სიგანის მარტივად რეგულირება ჩანთების შეცვლისას, ერთი რეგულირებით ჩანთის სიგანის შეცვლა)
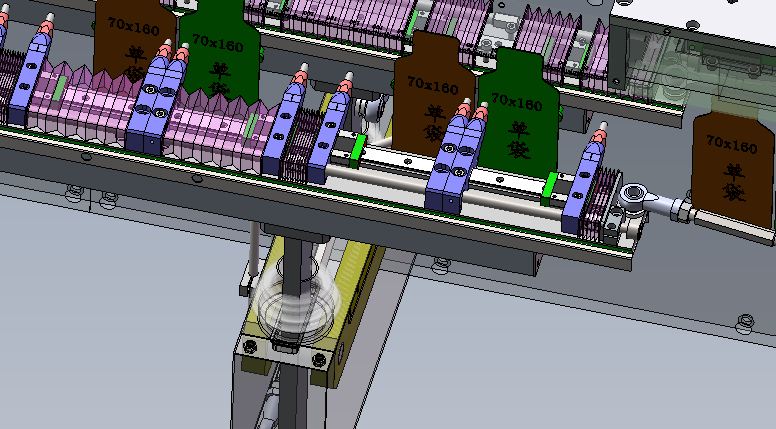
8. სერვო შპინდელი
აღჭურვილობის უფრო სტაბილურად მუშაობის უზრუნველყოფა.
გამოქვეყნების დრო: 2024 წლის 20 სექტემბერი